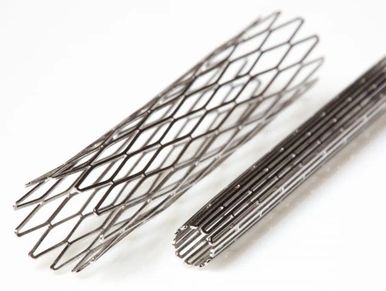
Laser cut hypodermic tube

Typical Applications
Catheters – Guidewires – Marker bands – Articulating probes – Ring electrodes – Flexible mandrels – Pull-wire assemblies – Delivery systems
Stainless steel hypodermic tubes are a workhorse in medical devices, often laser-cut to enhance performance.
Laser cutting hypodermic tubes is a specialized manufacturing process widely used in the production of medical devices, particularly for creating precision components like catheters, guidewires, and stent delivery systems. Hypodermic tubes—thin-walled, hollow metal tubes typically made from stainless steel or nitinol—are transformed through laser cutting into intricate structures with features like slots, spirals, or fenestrations.
This enhances their flexibility, torque transmission, or functionality while maintaining structural integrity.
We use laser cutting to produce mandrels and other hypodermic tube components where superior flexibility is required in the final product. Laser cut hypodermic tubes are an alternative to the use of continuous coil made from round or flat wire.
Laser cutting thin wall stainless tube or nitinol tube provides scope for variation in axial and longitudinal movements in comparison with wound coils, although the latter are a more economic solution where they can be used.
Advantages include cuts as narrow as 20–30 microns enable complex patterns and strength retention – minimal Heat Affected Zone preserves stainless steel’s mechanical properties (e.g., tensile strength ~600–1000 MPa for 316L).
Thin wall stainless steel and nitinol tube can be cut at intervals along each tube to confer varying degrees of flexibility along the tube length. Laser cutting also allows entry and exit holes, slots and notches to be cut in tube.
Laser Cutting Processes
The laser cutting process employs a focused laser beam to melt or ablate metal, creating a cut with a width known as the kerf width.
Laser spot size is the main determinant of the kerf width of a cut, but the kerf width will generally be slightly larger than the laser spot size, and also depends on the material, its thickness, the power, type and speed of the laser cut. Types of lasers used to cut stainless steel and nitinol include Nd:YAG, fibre, picosecond, and femtosecond.
Femtosecond laser cutting avoids heat input into the part and thereby also cuts the build up of oxides, minimizing post-processing.
CAD software defines the cut pattern (e.g., spiral, interrupted slots, or windows). We utilize a .dxf or flat-file to generate code.
The hypotube is mounted in a rotary fixture, allowing 360° cutting as it spins and moves linearly. The laser vaporizes or melts material, with assist gas (e.g., nitrogen, argon) blowing away debris.
For post-processing, deburring, electropolishing, or passivation removes burrs and smooths surfaces for biocompatibility.

Articulating Probes

Flexible nitinol wires pass through a rigid precision stainless steel tube to enable articulation of the tube end. This in turn allows surgery to take place around corners as the straight tube which is inserted into the end of the keyhole instrument turns into a hook at its end.
Should a more sophisticated steerable approach to the working site be required, there are alternative approaches to assembly, including the use of tube laser cutting, or a by welding or induction vacuum brazing a separate, more flexible nitinol tube to the end of the rigid stainless tube.
Ring Electrodes
Stainless steel electrodes are cut to micron precision, allowing copper-based conducting wires to subsequently be laser welded to the electrode itself.
Thin Walled Tubes
Thin-wall stainless steel tubes and hypodermic tubes can be precisely and cleanly cut to length by laser cutting. Whilst abrasive wheel cutting and electrochemical cutting are generally more economic, they are less successful then laser cutting for short tube lengths (below 3mm) and for very precise cutting with low kerf widths. This is where laser cutting becomes the preferred tube cutting method.
Laser Types
Laser Cutting Nitinol Hypotubes

We use both Fiber Lasers – high power (e.g., 1070 nm wavelength), great for stainless steel and femtosecond lasers – ultrashort pulses minimize heat-affected zones (HAZ), ideal for nitinol.
Post-Cut Finishing
Laser Cutting Nitinol Hypotubes
Laser Cutting Nitinol Hypotubes
Post-cut polishing ensures no sharp edges harm tissue or snag during insertion.
Laser Cutting Nitinol Hypotubes
Laser Cutting Nitinol Hypotubes
Laser Cutting Nitinol Hypotubes
Nitinol hypotubes leverage laser cutting to exploit their superelasticity and shape memory, especially in flexible or self-expanding devices.